
Step 6:
Bringing the precision in the die
After the die is hardened it is still not to the exact dimension it should have. This precision is brought in by several processes that are done after hardening. Milling, wire eroding and spark eroding are the processes that are the finishing touches.
After hardening the tools are ready for the final steps in the production process.
Because the tool is still in it’s rough shape the precision needs to be added to get the tool ready for the customers. So basically getting got the tool in shape for its job. This can be done in several ways. Milling, wire eroding or spark eroding. Or a combination of the three steps.
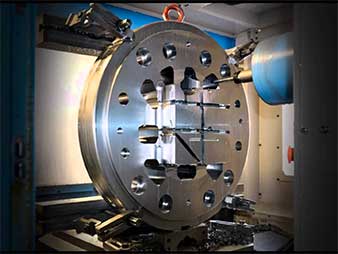
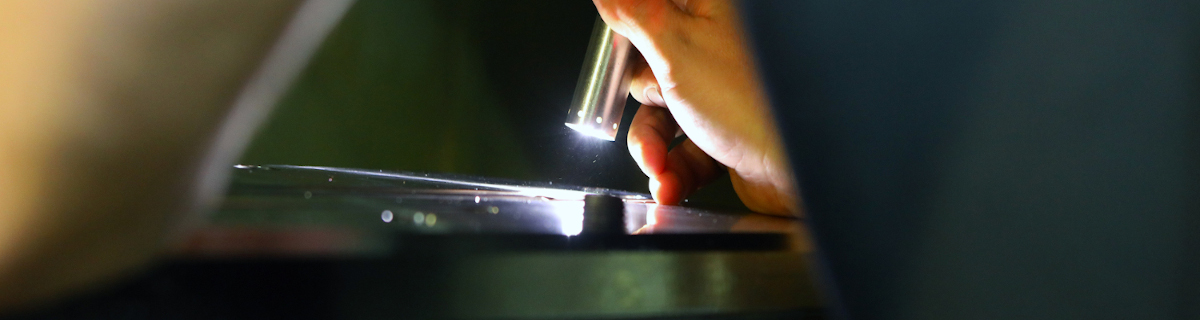
Milling is done on specific areas that are easy to access so that there is enough room for the milling head of the machine. Bringing the precision into the tool is a difficult job. A mistake could result in scrapping the complete tool. So handle with care is something needs to be kept in mind.
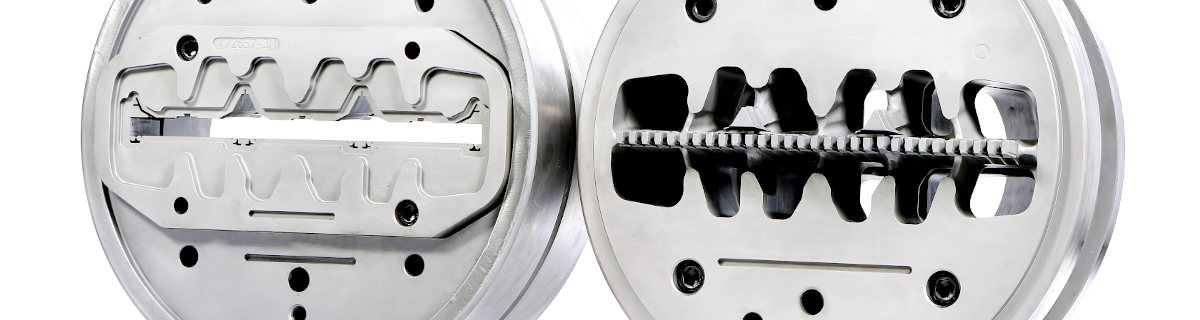
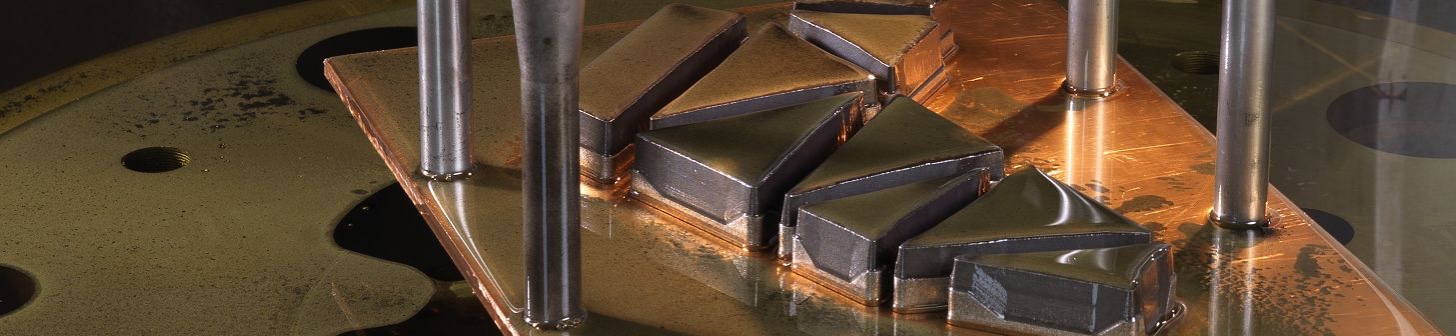
Wire eroding and spark eroding make use of the eroding technology to bring the precision to the tool. Wire eroding is done if we are able to get a wire through the die. Mostly die-plates and flat dies are produced in this way. For porthole dies it is impossible to get the wire straight through the die. For these dies a spark eroding machining is used. A copper plate with the negative shape of the die is lowered onto the die. Removing material by sparking.
As soon as the milling and/or eroding process is done the tool is nearly ready for production. It will go to the pre-final step of its process.