
Step 6:
Bringing the precision in the die
After the die is hardened it is still not to the exact dimension it should have. This precision is brought in by several processes that are done after hardening. Milling, wire eroding and spark eroding are the processes that are the finishing touches.
After hardening the tools are ready for the final steps in the production process.
Because the tool is still in it’s rough shape the precision needs to be added to get the tool ready for the customers. So basically getting got the tool in shape for its job. This can be done in several ways. Milling, wire eroding or spark eroding. Or a combination of the three steps.
Milling is done on specific areas that are easy to access so that there is enough room for the milling head of the machine. Bringing the precision into the tool is a difficult job. A mistake could result in scrapping the complete tool. So handle with care is something needs to be kept in mind.
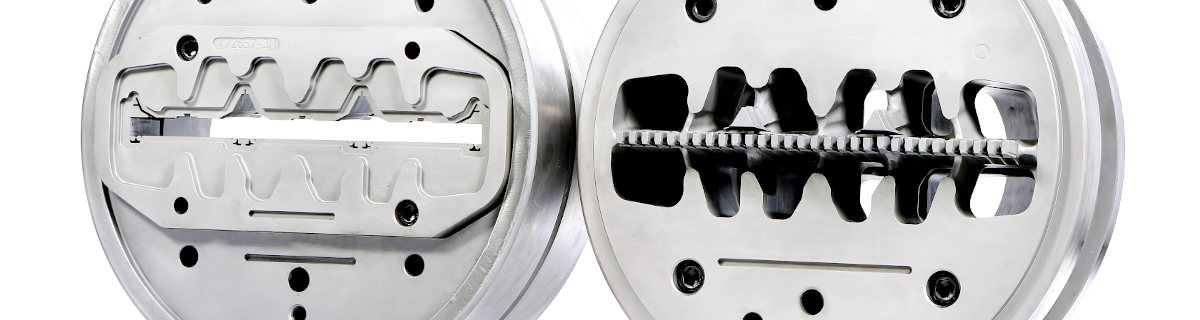
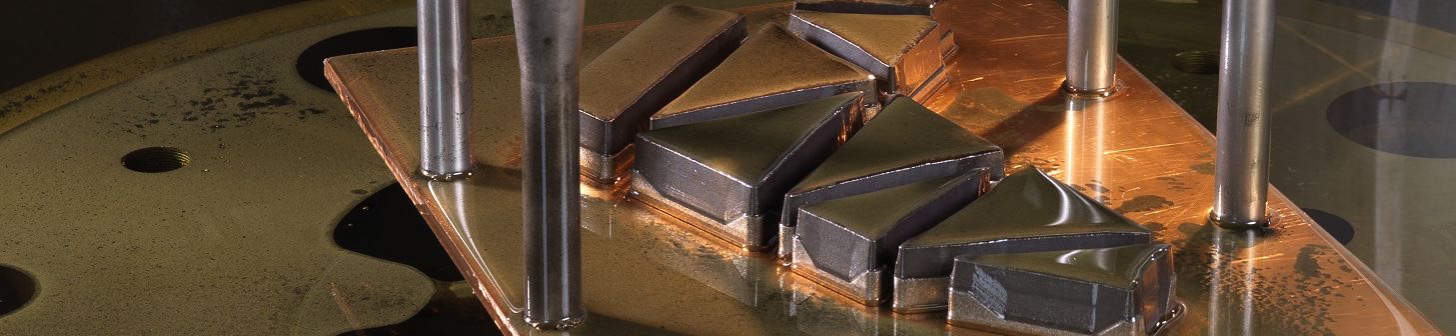
Wire eroding and spark eroding make use of the eroding technology to bring the precision to the tool. Wire eroding is done if we are able to get a wire through the die. Mostly die-plates and flat dies are produced in this way. For porthole dies it is impossible to get the wire straight through the die. For these dies a spark eroding machining is used. A copper plate with the negative shape of the die is lowered onto the die. Removing material by sparking.
As soon as the milling and/or eroding process is done the tool is nearly ready for production. It will go to the pre-final step of its process.


Quality Control
Adex is familiar with a wide range of quality demands for a large variety of market segments.
We pride ourselves on our innovative design engineers and the unique Adex technologies. We are a leading company in the implementation of the latest manufacturing techniques and production equipment.
Our customers are global leading companies in the automotive, aerospace, railway, maritime and building industry, whose production relies on dies of the highest quality. Adex delivers these dies!
Adex stands for excellence
Latest news
Adex goes USA
We are proud to let you know that Adex will be expanding in to the USA!
Adex will be starting up a cooperation with Youngstown - Phoenix Alumium extrusion dies to deliver extrusions die to the US market.
More info will follow!
Follow Adex USA on LinkedIn
An exciting year - Interview with Mr. Ramon Brauer (MD of Adex)
Interview with Ramon Brauer, Managing Director of Adex bv.
Ramon, looking back at 2021, give us your thoughts about this year.
2021 was quite an exciting year for Adex. After 2020, that was filled with COVID issues worldwide, everybody was a little bit careful about what was going to happen. The market started to show positive signs but nobody really knew if this was temporary or could last longer. Luckily the growth remained present during the rest of the year and it resulted in a very nice growth for Adex this year. We would really like to thank our customers for the fact that we are able to grow together with them.
A big milestone for 2021 was the fact that we received the patent for our Stone technology. This gives us the confirmation that this technology is really an innovation for the extrusion market. For us 2021 could be described as “The year of the Stone” but then again; the Stone technology is here to stay so we don’t want to limit it to one specific year. It will be one of our main technologies to provide to the market. The Stone makes it possible to achieve a more extreme spreading in a compact package. Especially with the rising steel costs the Stone technology will be a ‘game changer’ in the die market. (Longer lifetime and smaller package) We don’t need to convince those who already work with the Stone. For the customers and prospect that are not yet known with this technology we are trying to show this to them with our TechTalks.
However the biggest news for Adex was announced in July.
Adex was founded in 1977 by Jan Aalberts and was one of the first companies to be part of the Aalberts group. But after 44 years the time came to go different directions. In July Adex joined the Phoenix International Group based in Italy being the worldwide leading die manufacturer. For us it was a very warm welcome within the Phoenix group and we have been in good contact with our new colleagues from the other Phoenix plants worldwide. We would like to thanks Aalberts for all of the years together and bringing us to where Adex is right now.
What will be the biggest change for Adex?
For our customers the change will not be noticeable. Adex will remain Adex. Of course internally some things will change but these will only be in a positive way. For Adex it is great to belong to a group of die manufacturers. You speak the same (technical) language and understand the market. In 2018 we started to use a different strategy for our dies. As a part of the Phoenix group we are able to focus even more on this strategy and make sure that we can help our customers even more with our technology dies. So we will be able to accelerate our strategy plan even more. With this our customers will benefit from our innovations.
Benefits through innovation?
As already mentioned we got the patent for our Stone technology. This is an innovation that was an internal development of Adex. Looking at our design department we know that they keep looking for new innovations to solve problems they encounter. We see the willingness to innovate together with our customer as a part of our DNA. Innovations like the “2-in-1 Stone technology”, “Compact die” and “Nest Technology” are things that our customers expect from us. Only when working closely together these kind of innovations can be made. 2022 will be the year that we will focus on innovation. Trying to bring the benefits of our innovations to the market. This shows the strength of Adex; the willingness to innovate is embedded in the people that work at Adex.
Anything else you want to share with us?
I can only emphasize that I’m very proud of what we have achieved in 2021. We did this together with our Adex family. Together with the Phoenix Group we look confident to what 2022 will bring us.
Whitepapers online!
We are proud to announce that we have expanded our website with several whitepapers. These whitepapers contain more information about the subjects there are written about. Right now we have started with spreading, simulation and co-engineering. More whitepapers will follow.
Poll on bolsters - The hidden heroes of extrusion
We asked in a poll what your opinion is on using dedicted bolsters. The outcome was as we had hoped for.
3% indicated that a dedicated bolster will bring benefits for the profile shape
17% indicated that a dedicated bolster will bring benefits for the die life
79% indicated that a dedicated bolster will bring benefits to the profile shape and the die life
Why did we hope this outcome? Please read more in our 'special' on bolster. Or as we call them: "The hidden heroes of extrusion"
"The X Factor are our people, who have years of experience how to make the most complex dies of the world"
Ramon Brauer about 2019 and the outlook for 2020
Ramon, you have been at Adex for 1 year now in the role of managing director. In this year a lot happened with the global economics that impacted the extrusion world. However, a change seems to be coming. What do you think about the current situation the market is in?
Read more...Glass balustrade profiles - by Adex
Glass Balustrade Profiles by Adex (November 12th, 2020)
In the world of creating mind boggling buildings it is important that everything comes together. Building need to be spectacular, light and a lust for the eye. Nowadays a lot of glass is used in the buildings to achieve this. But for a lot of glass that is used an aluminium profile is needed.
These profiles are becoming more and more complex,visually more attractive and structurally important. This gives a lot of issues in the balance between the looks and the performance.
At Adex we have been dealing with these issues for a long time. Thanks to the experience we have in manufacturing dies for this kind of profiles we can make use of all of our knowledge in building the optimum die for these profiles.
Where Adex makes the difference
- Freedom of design. What a profile should look like on the outside is relatively simple. But internally a glass balustrade profile is a masterpiece to achieve maximum strengt and stability. Thanks to the ability of creating dies for complex design Adex is able to produce a die that lives up to the expectation of the customer. To make sure that the die will work Adex is able to do a simulation run on the design.
- Small details possible. Putting small details (chambers or threads) in the profile is often a point that will be heavily discussed. Especially when these details are outside of the container/billet. For Adex this is not a problem. We can produce dies with details that are located on the edge of the die. Giving the customer the maximum freedom of design.
- Co-engineering. Adex is able to look back at 40+ years of experience in building dies. Thanks to co-engineering we share this knowledge with the customer so that the best result for customer, extruder and die maker is achieved. This is what we call the "Triple-win" situation.
- Minimized die-lines. Especially for profiles that are anodised die lines are something that will cause rejection of profiles. Thanks to our clever design we have been able to minimize the die-lines in the profile.
- Compact design. Thanks to the integrated spreading Adex curtainwall dies are compact thus saving on die costs and scrap during production.
- Maximum spreading. Thanks to the 'think outside the billet' philosophy and combining this with our shrink ring technology or stone technology the only limitation you have is the pressopening. If the profile fits the press opening we can make a die for it. Proven Adex spreading technology enables you the press profiles that are way outside of the container dimensions. In this way you can make 100% use of your press cababilites.
- Virtual check. With simulation we can check the design so a first trail can be avoided. During the simulation critical points in the profile can be looked after and solved before the die is even produced. The initial trail at the customer can be avoided and the first correction (if needed) is done before the die is delivered. Thus saving time and money at the customer.
So for the next time you are thinking about a glass balustrade profile think about Adex.
Go for Africa!
We are proud to announce that Adex is a sponsor of Team VeLo in the "Go for Africa" Challenge. This is a three week journey for students from the Netherlands (Bakel) to Belgium, France, Spain, Marocco, Mauretania, Senegal and Gambia. In Gambia Team VeLo will be giving technical eduction at schools. For more information visit the website www.goforafrica.nl
Good luck guys!
Railway technology
Railway technology by Adex (September 7th, 2020)
A Railway profile needs to be perfect. It should last for a long time making sure that the passengers safely arrive at the destination. A lot of aspects are integrated in one 'simple' profile. At Adex we have been designing and producing Railway dies for 40+ years. So we know what to do when it comes to producing these kind of dies. With the capabilities of producing dies from 70mm up 1.100mm we can even provide dies for the biggest presses in the world.
The Adex railway technology brings following benefits:
- Maximum spreading. Thanks to the 'think outside the billet' philosophy and combining this with our shrink ring technology or stone technology the only limitation you have is the pressopening. If the profile fits the press opening we can make a die for it. Proven Adex spreading technology enables you the press profiles that are way outside of the container dimensions. In this way you can make 100% use of your press cababilites.
- Complex shapes. Thanks to our 40+ years of experience we have been able to produce dies for even the most complex shapes. In this way creating room for the customer to make his optimal design. Light profiles mostly have complicated designs that requires a lot of know-how. Adex has proven itself over the years that we are able to get the job done.
- Virtual check. With simulation we can check the design so a first trail can be avoided. During the simulation critical points in the profile can be looked after and solved before the die is even produced. The initial trail at the customer can be avoided and the first correction (if needed) is done before the die is delivered. Thus saving time and money at the customer. The simulation technology can also be used to indicate the transversal seam and the material structure which is important for the friction steer welding.
- Scrap reduction. The intergrated spreading from Adex results in a shorter transversal seam in the profile. Thus producing more effective meters per billet.
So for the next time you are thinking about a railway profile, think about Adex!
Happy holidays!
On behalf of our complete team we would like to thank you for this past year and wish you merry Christmas and a happy new year!
Curtainwall technology
Curtainwall technology by Adex (July 7th, 2020)
What does the ultimate curtainwall look like? We asked ourself that question and came up with a lot of answeres. It should be simple, it should be cheap, it should be stable, etc. However the most important thing about the ultimate curtainwall is that it should be what the customer expects it to be. Without limitations. So at Adex we have come up with the "Curtainwall technology". This enables you the get the curtainwall just the way that is was designed.
At Adex we have been producing dies for curtainwalls for some time. But what is the advantage of choosing for an Adex die?
We have summarized the benefits for you:
- Maximum usage of the press opening. Thanks to the Adex spreading technology you are able to press every curtainwall that fits the press opening. Thus making it possible to quote all of the profiles in that project tender. You only have to worry that the profile will fit the press opening. Adex will take care of design a tool for it.
- Small details in the profile. Putting small details (chambers or threads) in the profile is often a point that will be heavily discussed. Especially when these details are outside of the container/billet. For Adex this is not a problem. We can produce dies with details that are located on the edge of the die. Giving the customer the maximum freedom of design.
- Dimensional stability. A wide profile often becomes unstable during extrusion. A addition wall is mostly added to create stabilty. This could result in a heavier profile and increasing the possibility of die lines in the profile. At Adex we have been mastering the art of stability. Therefore (mostly) no extra wall is needed to make sure that the profile comes out as it was thought.
- Minimized die-lines. Especially for profiles that are anodised die lines are something that will cause rejection of profiles. Thanks to our clever design we have been able to minimize the die-lines in the profile.
- Compact design. Thanks to the integrated spreading Adex curtainwall dies are compact thus saving on die costs and scrap during production.
So for the next time you are thinking about a curtainwall, think about Adex!